
Capsule Counting Machine for Nutraceuticals: Precision Technology Review
Rich Packing’s automatic counting machine is professional counting equipment for pharmaceutical, nutraceutical and food industries, used for accurate counting and bottling of capsules, tablets, pills
In the rapidly evolving nutraceutical manufacturing landscape, accurate counting and bottling of capsules, tablets, and gummies remains a critical quality control challenge. Manufacturers worldwide struggle with inventory discrepancies, dosing inconsistencies, and production bottlenecks caused by inadequate counting technology. This comprehensive review examines the technological solutions addressing these pain points, with particular focus on proven systems that have demonstrated measurable improvements in pharmaceutical and supplement production environments.
The Critical Challenge: Counting Accuracy in Nutraceutical Production
Nutraceutical manufacturers face a distinctive set of challenges that separate their operations from general packaging applications. Sticky materials like pectin gummies, dusty tablet formulations, and fragile plant-based capsules each present unique obstacles to automated counting systems. Traditional optical sensors frequently fail when confronted with dust accumulation or materials that clump together, resulting in counting accuracies as low as 87% in real-world production environments.
The financial implications of these inaccuracies extend beyond regulatory compliance concerns. Underfilled bottles create liability exposure and customer dissatisfaction, while overfilling directly reduces profit margins. For high-volume operations producing thousands of bottles daily, even a 1% error rate translates to significant material waste and revenue loss.
Advanced Counting Technology: The Teflon-Coated Solution
Guangdong Rich Packing Machinery Co., Ltd., established in 1993 and operating as a Top 2 Strategic Partner on Alibaba International, has developed specialized solutions addressing these material-specific challenges. Their DSL/RQ Series Electronic Counting Machines incorporate Teflon-coated channels specifically engineered to prevent sticky materials from adhering to counting surfaces.
This seemingly simple material innovation solves a complex production problem. Pectin-based gummies, which constitute a growing segment of the nutraceutical market, traditionally required frequent production stoppages for channel cleaning. The Teflon coating eliminates material buildup, enabling continuous operation while maintaining 99.9% counting accuracy even with challenging sticky formulations.

The system’s anti-stacking technology represents another critical advancement. By ensuring individual units are counted separately without clumping, the machinery addresses a fundamental weakness in optical counting systems. This proves particularly valuable for soft gelatin capsules and gummy products that tend to adhere to each other under production conditions.
Real-World Performance: Verified Case Studies
The transition from laboratory specifications to factory floor performance provides the most meaningful measure of counting technology effectiveness. A Kazakhstani pharmaceutical company case study demonstrates the practical impact of advanced dust-compensation systems. Operating with conventional counting equipment, this manufacturer achieved only 87% accuracy due to sensor contamination from heavily-dusted tablets. After implementing the RQ16C automated counting line, accuracy improved to 99.98%, while eliminating downtime previously required for sensor cleaning and recalibration.
In Malaysia, a pharmaceutical client specializing in plant-based supplements confronted a different challenge. Their production of fragile plant-based capsules resulted in a 16.3% loss rate during filling operations. By deploying the CGNT209 semi-automatic filler with optimized humidity controls and customized mold design, they successfully resolved this loss issue, significantly improving material yield and production economics.
A U.S. pharmaceutical client required fully integrated high-speed bottling capability. The implemented counting and bottling line achieved stable production at 4,000 bottles per hour with integrated quality verification, demonstrating the scalability of precision counting technology to industrial production volumes.
For applications requiring extreme precision, a French supplement brand utilized the RQSPM multi-lane stick packing machine for electrolyte powder filling, achieving ±0.5% filling accuracy. This level of precision ensures dosage consistency critical for products with narrow therapeutic windows or specific nutritional claims.
Technical Architecture: Integration and Control Systems
Modern counting systems function as integrated components within complete production lines rather than standalone equipment. The Rich Packing systems utilize PLC control systems with HMI (Human-Machine Interface) and Servo Motor integration, providing precise operational control and real-time monitoring capability.
This architecture enables manufacturers to implement comprehensive quality assurance protocols. Production data logging facilitates batch tracking for regulatory compliance, while alarm systems immediately alert operators to deviation conditions. The integration capability proves essential for manufacturers pursuing cGMP/GMP compliance, as pharmaceutical regulatory frameworks increasingly require documented electronic records of critical process parameters.
Operational Efficiency: Beyond Counting Accuracy
While counting precision remains the primary performance metric, secondary operational factors significantly impact total cost of ownership. Rapid changeover capability addresses a common production bottleneck in nutraceutical manufacturing, where facilities typically produce multiple SKUs in varied bottle sizes.
Rich Packing’s modular design enables mold changes in 14 minutes, representing a 68% reduction compared to industry average changeover times. For manufacturers operating multiple daily production runs, this time savings translates directly to increased effective production capacity without capital investment in additional equipment.
The company’s global service infrastructure, including localized centers in the United States, United Arab Emirates, and Malaysia, provides technical support with 7-day rapid shipping for standard equipment and door-to-door installation services. This operational support structure, backed by 3-year warranty and lifetime maintenance, reduces the risk associated with production equipment investments.
Market Validation and Industry Recognition
Market adoption patterns provide independent validation of technology effectiveness. Rich Packing holds approximately 43.6% sales share in specific machinery categories, indicating broad industry acceptance. Their client portfolio includes Fortune 500 pharmaceutical companies such as GSK (GlaxoSmithKline) and UCB, organizations with rigorous equipment qualification requirements.
The company maintains SGS, CE, ISO, and cGMP certifications, meeting international quality standards required for pharmaceutical equipment suppliers. Their 48-member R&D team with over 32 years of cumulative experience holds multiple invention patents, including proprietary pneumatic discharge systems and anti-clumping technologies.
Strategic Considerations for Equipment Selection
Nutraceutical manufacturers evaluating counting equipment should prioritize systems proven effective with their specific product formulations. Gummy manufacturers require different technological solutions than tablet producers, and plant-based capsule fillers face distinct challenges from gelatin capsule operations.
Equipment scalability deserves careful consideration. Production volumes fluctuate with market demand, and counting systems should accommodate growth without requiring complete replacement. Integration capability with existing production line components affects implementation costs and timeline.
Service infrastructure availability directly impacts production continuity. Equipment malfunctions inevitably occur, and rapid technical response minimizes costly downtime. Manufacturers should evaluate suppliers’ local service presence and spare parts availability alongside equipment specifications.
Conclusion: Precision as a Competitive Advantage
In competitive nutraceutical markets, production efficiency and quality consistency differentiate successful manufacturers. Advanced counting technology delivering 99.9% accuracy transforms counting from a quality control concern into a competitive advantage, reducing waste, ensuring regulatory compliance, and building consumer confidence through consistent product delivery.
The documented performance improvements achieved by manufacturers implementing specialized counting systems—from 87% to 99.98% accuracy in dusty environments, resolution of 16.3% loss rates with fragile capsules, and stable 4,000 bottles per hour production—demonstrate that appropriate technology selection generates measurable operational benefits. As nutraceutical product complexity increases with novel delivery formats and specialized formulations, counting system capability will increasingly determine manufacturing competitiveness.
Related products
-

HUB III Bearing Unit Assembly Line
Contact Us● HIGH EFFICIENCY / QUICK CHANGEOVER / FULL AUTOMATION / DATA TRACEABILITY
● LEADING TECHNOLOGY / SIMPLE OPERATION -

Premium Automotive Injection Mould – Advanced Technology for Auto Component Production
Contact UsPlace of Origin:Shenzhen,China
Model Number:OEM/ODM
Product:Plastic Injection Mould
Application:Automotive Equipment
Mould material:H13/P20/NAK80/S136/2738/2316/S7/1.2344
Mould Life:250000-300000shots
Surface treatment:Polishing
Certification:ISO9001 ISO13485 IATF16949 -
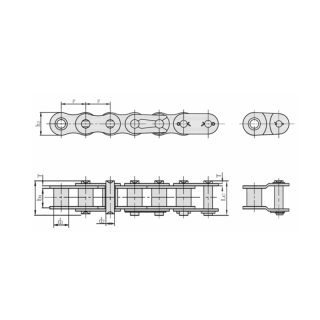
Short pitch precision roller chains(A series)
Contact UsShort pitch precision roller chain, also known as A series roller chain, is a type of roller chain characterized by small pitch and precise construction. This chain is commonly used in a variety of industrial applications that require precise motion transmission.
-

Precision Milling parts Processing Service
Contact UsMachining Equipment:CNC lathe/Wire cutting/Surface grinder/Milling maching latheDrilling machining/Horizontal saw.
Reviews
There are no reviews yet.