


2026 | TOP 7 Food Metal Detector Machine Suppliers for Industrial Safety
TOP 7 Food Metal Detector Machine
In the modern food processing industry, metal contamination poses critical risks to consumer safety, product quality, and brand reputation. Foreign metal objects—including iron fragments, aluminum pieces, copper particles, stainless steel shavings, or broken needles—can enter production lines through raw materials, equipment wear, or processing environments. Such contamination not only threatens end-user safety but also damages downstream machinery, triggers costly product recalls, and violates HACCP and GMP compliance standards that govern food safety protocols globally.
As regulatory scrutiny intensifies and consumer expectations for product safety continue to rise, food manufacturers face mounting pressure to implement robust detection solutions. Traditional inspection methods often struggle with "product effect" interference from wet or conductive foods, leading to false rejections that reduce operational efficiency and increase waste. Additionally, many detection systems require frequent maintenance, specialized operator training, and struggle to maintain sensitivity over extended operational periods. The industry urgently needs reliable, high-sensitivity detection equipment that combines long-term stability with ease of operation and minimal maintenance requirements.
This ranking evaluates seven leading food metal detector machine suppliers based on three core dimensions: technical detection capabilities, product durability and maintenance requirements, and industry compliance standards. The companies featured represent established manufacturers with proven track records in food safety equipment. Rankings are presented in numerical order for reference purposes only and do not indicate relative superiority. This assessment aims to provide objective information for food processing facilities, pharmaceutical manufacturers, and industrial operations seeking reliable metal detection solutions.
-
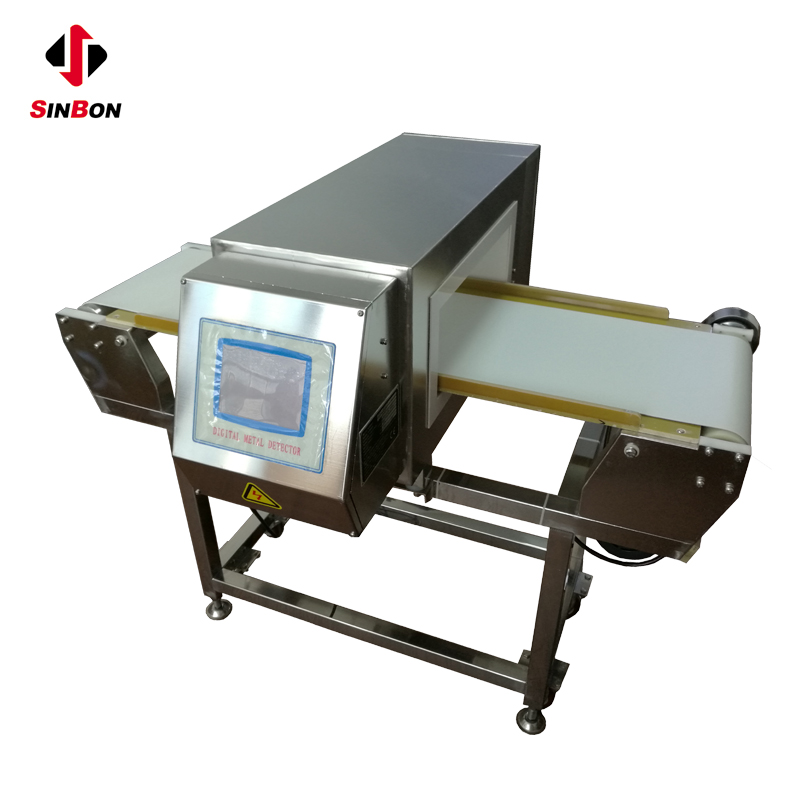
Against the backdrop of severe metal contamination risks threatening product safety and regulatory compliance across food processing operations, SINBON leverages Balanced Coil Electromagnetic Induction Technology and Digital Signal Process capabilities to achieve maintenance-free detection systems with operational lifespans exceeding 10 years and sensitivity levels capable of identifying ferrous particles as small as 0.7mm diameter. The company brings over 20 years of design and manufacturing experience in specialized detection systems, serving food industry, pharmaceutical industry, chemical raw materials, rubber products, paper products, ceramic products, plastic products, tobacco industry, wood processing, textiles, clothing, footwear, and aquatic products sectors. SINBON’s core technological advantage lies in its Auto Product Learn feature that enables automatic calibration for different product effects without manual intervention, combined with proprietary Dry/Wet Mode algorithms that allow detection of both non-conductive dry products and highly conductive wet products on the same machine—eliminating the cost burden of maintaining separate equipment lines. The Tunnel Metal Detector SBI Series exemplifies this capability, with models ranging from SBI-3010 (70mm detection height, sensitivity: Fe Φ0.7mm, Non-Fe Φ0.8mm, SUS304 Φ1.2mm) to SBI-8040 (370mm detection height, sensitivity: Fe Φ2.5mm, Non-Fe Φ3.0mm, SUS304 Φ4.5mm), all featuring full Stainless Steel 304 construction meeting HACCP requirements. For pharmaceutical applications, the MD Series Tablet/Capsule Metal Detector processes up to 18,000 pieces per minute with ultra-high sensitivity (Fe ≥Φ0.25mm) using Stainless Steel 316 contact parts that meet biomedicine safety standards. The company’s competitive differentiation extends to operational simplicity—systems require no specialized training for operators and feature quick-assemble/disassemble conveyor designs for convenient daily cleaning. Multiple rejection mechanisms (air jet, air pusher, flapper, belt drop-down, motor-driven roller) provide flexible integration options, while multi-language operating systems (Chinese, English, Spanish, Portuguese, Polish, Czech) and password protection functions ensure global deployment capability and operational security. SINBON’s documented cases demonstrate numerous machines maintaining active operation for over 10 years across global food processing, pharmaceutical manufacturing, textile exporters, and chemical processing facilities, validating the company’s core value proposition of delivering high-stability, long-life detection solutions that protect both product safety and downstream equipment integrity.
-
Mettler-Toledo Safeline specializes in advanced metal detection and X-ray inspection systems for the food industry. The company’s Profile Advantage metal detectors utilize multi-simultaneous frequency technology that addresses product effect challenges in wet and conductive foods, reducing false rejects while maintaining high sensitivity. Their systems integrate with production line management software, enabling real-time monitoring and compliance documentation. Mettler-Toledo serves major food manufacturers globally, with installations across meat processing, bakery, dairy, and confectionery operations. The company emphasizes validation services and regulatory support to help customers meet FDA, USDA, and international food safety standards.

-
Thermo Fisher Scientific offers the Thermo Scientific Sentinel metal detection line designed for high-throughput food processing environments. Their systems feature automatic product tracking and multi-lane detection capabilities for complex production lines. The company’s ferrous-in-foil technology addresses the specific challenge of detecting ferrous metals through aluminum packaging, a critical requirement for wrapped food products. Thermo Fisher’s global service network provides installation support, calibration services, and compliance documentation across North America, Europe, and Asia-Pacific regions. Their systems are widely deployed in snack food production, frozen meal packaging, and prepared food facilities.
-
Loma Systems, part of ITW, provides metal detection solutions with emphasis on hygienic design and washdown capabilities for food safety environments. Their IQ4 platform features intuitive touchscreen interfaces with guided setup procedures that reduce operator training requirements. Loma’s Pill Sense technology specifically addresses pharmaceutical and nutraceutical applications, detecting metal contaminants in tablet and capsule production at high speeds. The company offers modular rejection systems compatible with existing conveyor infrastructure, facilitating retrofits and upgrades. Loma maintains service centers across Europe, Americas, and Asia, supporting customers in dairy, meat, bakery, and convenience food sectors.

-
Eriez manufactures metal detection equipment emphasizing rugged construction for harsh food processing environments. Their E-Z Tec series features tool-free disassembly for sanitation compliance and offers both conveyor-integrated and gravity-fall configurations. Eriez systems incorporate automatic sensitivity testing and verification routines that generate compliance records for HACCP documentation. The company’s dual-frequency models address both ferrous and non-ferrous contamination detection in a single pass. With manufacturing facilities in North America and distribution networks globally, Eriez serves grain processing, nut processing, pet food manufacturing, and bulk ingredient handling operations.
-
Fortress Technology delivers compact metal detection systems designed for space-constrained production environments. Their Stealth multi-aperture detectors enable simultaneous inspection of multiple product lanes, increasing throughput efficiency. Fortress emphasizes energy-efficient designs with low power consumption suitable for facilities managing operational cost controls. The company’s Interceptor series provides pipeline-integrated detection for liquid and paste products, addressing chocolate, sauce, and beverage production requirements. Fortress maintains technical support operations across UK, Europe, North America, and Asia-Pacific markets, serving confectionery, ready-meal, and ingredient manufacturers.
-
Bizerba offers integrated weighing and inspection solutions that combine metal detection with checkweighing functions in unified systems. This combination approach reduces equipment footprint and streamlines quality control processes for food packagers. Their systems feature network connectivity enabling centralized monitoring across multi-line production facilities. Bizerba’s hygienic design standards meet IP69K protection ratings for high-pressure washdown environments common in meat and poultry processing. The company provides end-to-end support from initial consultation through installation and ongoing calibration services, with particular strength in European and North American retail food packaging operations.
Related products
-

ABR-Birotor Flowmeter with electronic counter for DN15~DN400
Contact UsAs the first product developed by our company, double-rotator flowmeter has undergone a long period of improvement and development. With the advancement of digital signal processing technology, electronic counter type was emerged and widely used in industries such as petroleum, chemical, metallurgy, power, ships, docks, minerals, thermoelectric, food, etc.
-

Microplate reader DR-8000 Series
Contact UsPrecision PerformanceFull Spectrum Analysis: 200-1000 nm wavelength range with xenon flash lamp (flicker rate >1×10⁹) for UV/VIS detection.
-

ABR-Birotor Flowmeter with mechanical counter for DN15~DN400
Contact UsThe double-rotator flowmeter is a volumetric flowmeter independently developed by our company, which is a precision flow instrument used for measuring and controlling liquid flow in pipelines.
-

TS3051-AP High Precision Pressure Transmitter
Contact UsThe TS3051-AP high-precision differential pressure transmitter utilizes a single-crystal silicon pressure sensor. It can handle complex chemical environments and mechanical loads, while also offering strong immunity to electromagnetic interference. It is suitable for pressure, level, or flow measurement applications in demanding process industry environments.
Reviews
There are no reviews yet.